
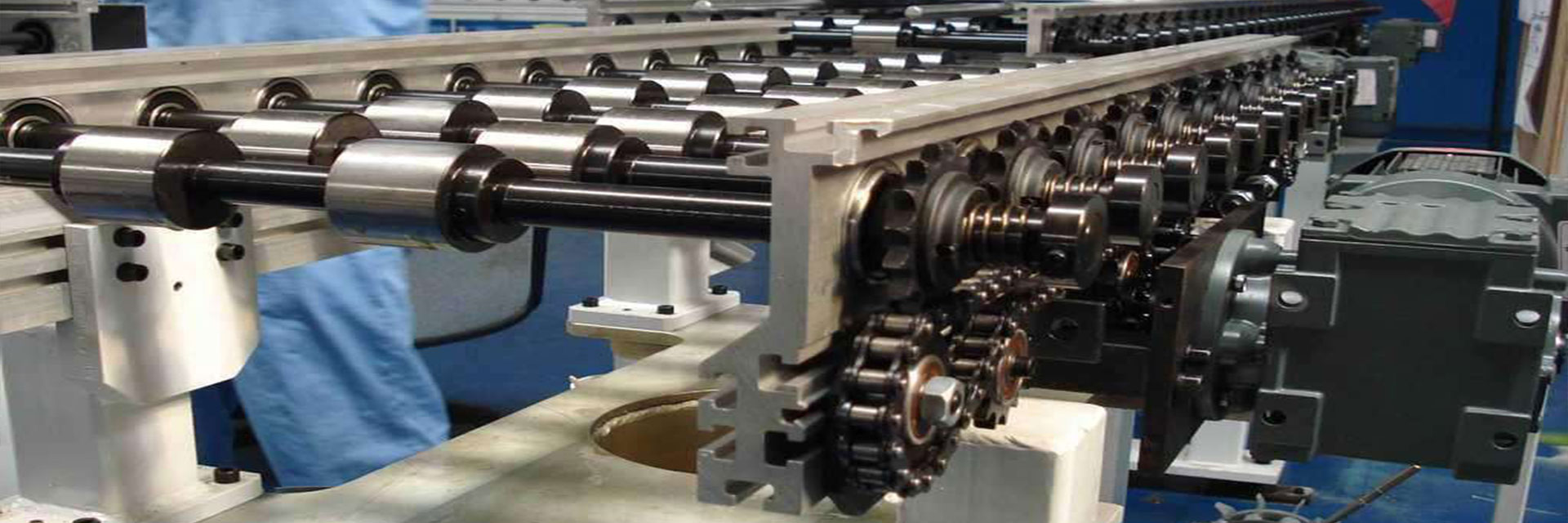

手工装配流水线,输送线的基本结构,要点,概
手工装配流水线就是自动化输送装置基础上由一系列工人按一次序组成的工作站系统;每个工人作为一个工作站后工位完成产品制造装配过程中的不同工序,当产品经过全部工人的装配操作后即完成全部装配操作,并最终成为产品;如果生产线只完成部分工序的装配检测为半成品.产品的输送系统有许多形式如皮带输送线;滚筒输送线;悬挂链输送线等.输送的方式可以是连续的也可以是间歇式的;工作的操作方式也多样.通常有如下几种方式:(1)直接在输送线上的产品上进行装配,产品随输送线一起运动,工人也随之运动;操作完成后再返回原位置;(2)将产品从输送线上取下,在输送线旁边的工作台上完成装配后再将产品送回输送线上;(3)工件通过工装板在输送线上输送,工装板到达装配位置后停下来重新定位装配,装配完成后将工装板及工件随输送线运动;工人的工作既可以坐着进行例如一些零件较小的装配;也可以站立进行例如在生产大型产品(如轿车.空调等)采用悬挂链输送线输送,工人可以在工位的区域内活动;边随输送线上的产品同时移动位置直到完成装配为止.根据工序所需要的时间长短有区别,每个工位的操作工序既可以是工序时间较长的的单个工序也可以是工序时间较短的多个工序;每个工位的排序可根据生产流程要求经过特别设计安排的,调换工序较为容易;其中每个工序既可以是单个人也可以是多个人同时完成一工序.工人在操作过程中可以是手工装配,但也可以用电动或气动工具完成.在手工装配流水线上;可以有少数工序是由机器自动完成的,如果在生产线上进行改进则可以实现自动化生产;根据实际产品情况;可以在少数工序是由机器自动完成的或者在工人进行辅助操作下由机器完成. 手工输送线、流水线综合知识讲解.为了更好地理解手工装配流水线的工作过程与设计原理,首先必须了解一些基本的概念,这些概念与自动化生产线是相近或相似的.! (1)生产线由一系列工位组成,每个工位由一名工人工作.也可以由多名工人共同完成工作,其工作内容也可能为一项装配工序,也可以是多项装配工序.(2)工艺的操作时间在某一工位进行装配时实际用于装配作业的时间一般用Ts表示,根据工序的操作内容不同,每个工位的工艺操作时是各不相同的.(3)定位时间是在一定的生产节奏下,由于每一工位所需要的装配时间不同,大部分工位完成后各自尚有一定的剩余时间;该时间通常称为空余时间,一般用Td表示,后工位的工作需要等待前一工位完成后才能进行以使整条装配线有节奏进行生产.(4)再定位时间在手工装配线上,经常需要一部分时间进行一些辅助操作.例如工件在夹具上随流水线一起运动,工人边操作边随工件移动位置完成工序操作后又马上返回到原始位置开始对下一个刚完成上一道工序的工件进行操作;也有的是工件在工装板上随流水线一起运动工装输送到位后需要通过一定的机构对工装板重新定位,然后工人才开始工序操作.尽管每个工位的时间会有所不同,但分析时一般假设设备工位上述时间的平均值,通常用Tr表示.(5)总装配时间是在流水线上装配产品的各道装配工序时间的总和,一般用Tcw表示(单位为min)(6)瓶颈工位,因为在生产线上不可能将产品的全部装配平均分配到每个工位,所以在流水线上的一系列工位中所需要的工艺操作时间是各不相同的;有的工位操作时间短有的长,但必须有一个较长的操作工艺工序,一条流水线最少也有一个瓶颈工序.它所需要的时间也是最长的,剩余的时间也是最短的,它还是整条流水线节奏快慢的一道重要工序.(7)平均生产效率是指手工装配流水线单位时间内所完成产品的件数,一般用Rp表示(单位为件/min);(8)节拍时间指流水线在稳定生产前提下每生产一件产品或半成品所需要的时间一般用Tr表示,它代表每个工位的平均占用时间.则每一工位在时间上构成以下关系:Tc=Ts+Tr+Td
北京 天津 上海 重庆 南宁 柳州 贵阳 昆明 西安 河北 沈阳 大连 长春 哈尔滨 江苏 南京 无锡 徐州 常州 苏州 南通 浙江 杭州 宁波 温州 嘉兴 湖州 绍兴 金华 安徽 合肥 芜湖 福州 厦门 泉州 南昌 济南 青岛 淄博 东营 烟台 潍坊 威海 日照 临沂 德州 聊城 滨州 郑州 武汉 长沙 成都
北京 天津 上海 重庆 南宁 柳州 贵阳 昆明 西安 河北 沈阳 大连 长春 哈尔滨 江苏 南京 无锡 徐州 常州 苏州 南通 浙江 杭州 宁波 温州 嘉兴 湖州 绍兴 金华 安徽 合肥 芜湖 福州 厦门 泉州 南昌 济南 青岛 淄博 东营 烟台 潍坊 威海 日照 临沂 德州 聊城 滨州 郑州 武汉 长沙 成都
上一条:无动力滚筒线使用及维护说明
下一条:汽车发动机装配流水线线的输送形式
